Доставка по всей России
8 (800) 350-42-20
+7 (343) 22-74-94-4
+7 (992) 00-99-88-4
e-mail: info@line-aqua.ru
Заказать звонок
гидроабразивной резки
Взаимосвязь скорости и качества
Этот раздел будет посвящен взаимосвязи между скоростью и качеством кромки, мощностью насоса, выбором водяного и абразивного сопел, максимальным количеством режущих головок и тем, как некоторые из этих параметров могут изменяться со временем.
Желаемое качество кромки
Качество кромки определяется числами от 1 до 5. Меньшие цифры означают более грубое качество кромки; большие цифры – более качественную. Для тонких материалов разница в скорости резки с качеством Q1 может быть в 3 раза больше, чем для Q5-качества. Для более толстых материалов скорость может быть в 6 раз больше. Например, скорость резки алюминия толщиной 102мм (4 дюйма) на качестве Q5 будет 18 мм / мин (0,72 дюймов/мин) и на Q1 будет 107 мм / мин (4,2 дюймов/мин), в 5,8 раза быстрее.
Q1  Разделительный рез
Разделительный рез
Q2  Прямой рез
Прямой рез
Q3  Чистый рез ±0,25мм (0.010")
Чистый рез ±0,25мм (0.010")
Q4  Хорошая кромка
Хорошая кромка
Q5  Отличная кромка ±0,12мм (0.005")
Отличная кромка ±0,12мм (0.005")
Технические характеристики насоса
Каждая компания, производящая установки гидроабразивной резки может предоставить таблицу, аналогичную следующей. В таблице показана мощность, максимальное давление и максимальная производительность по воде, предлагаемых с их системами.
|
Спецификация насосов |
|||||
|
Мощность л/с (kW) |
30 (22) |
50 (37) |
75 (56) |
100 (75) |
150 (112) |
|
Максимальное давление |
60 000 PSI (4 137 бар) |
||||
|
Максимальная производительность воды, л/мин (галлон/мин) |
2,46 (0,65) |
3,79 (1) |
6,06 (1,6) |
7,57 (2) |
12,1 (3,2) |
Мощность, давление и расход воды
Для достижения требуемого качества кромки, скорости резки, допусков и производственных требований экономически эффективным способом, понимание взаимосвязи между мощностью, давлением и производительностью воды является жизненно важным. Эти факторы будут определять максимальный размер проходного отверстия в водяном сопле, максимальное количество режущих головок, которое вы сможете использовать, скорость, на которой вы сможете резать, и максимальную толщину обрабатываемого материала.
Мощность насоса
Мощность насосов указывают либо в лошадиных силах (л.с.), либо в киловаттах (кВт), чтобы указать мощность электродвигателя, который создает силу для повышения давления воды. Инженеры подбирают размеры гидравлического двигателя в зависимости от давления воды и производительности, которую они пытаются достичь.
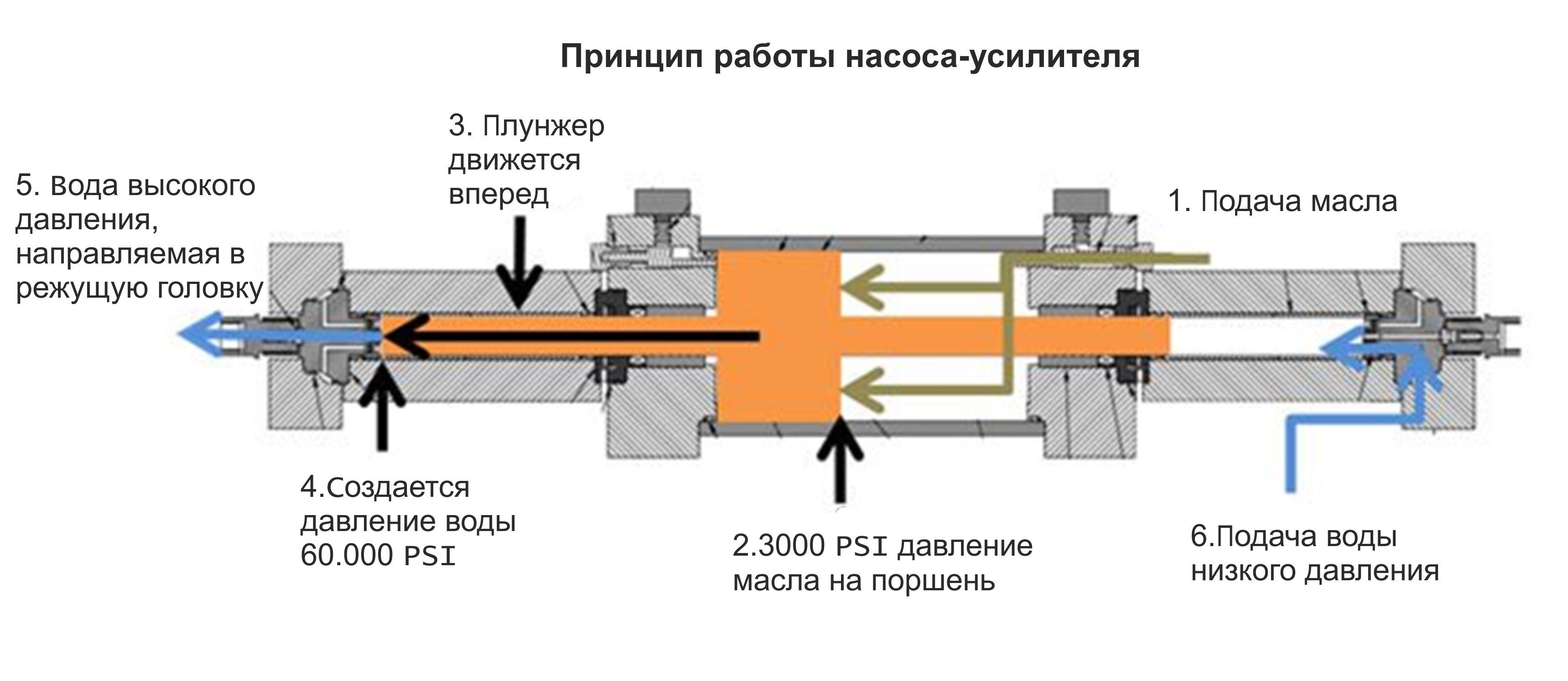
Наиболее распространенные насосы, представленные сегодня на рынке, — это насосы типа усилителя (интенсифера). Упрощенная схема концепции усилителя показана ниже. Насосы используют гидравлический насос, чтобы подать определенное давление масла на одну сторону поршня определенного диаметра. Диаметр водяного плунжера намного меньше. Разница в площади поверхности между гидравлической и водной сторонами дает коэффициент умножения или усиления давления со стороны масла. Большинство интенсиферных насосов имеют коэффициент усиления в 20 раз.
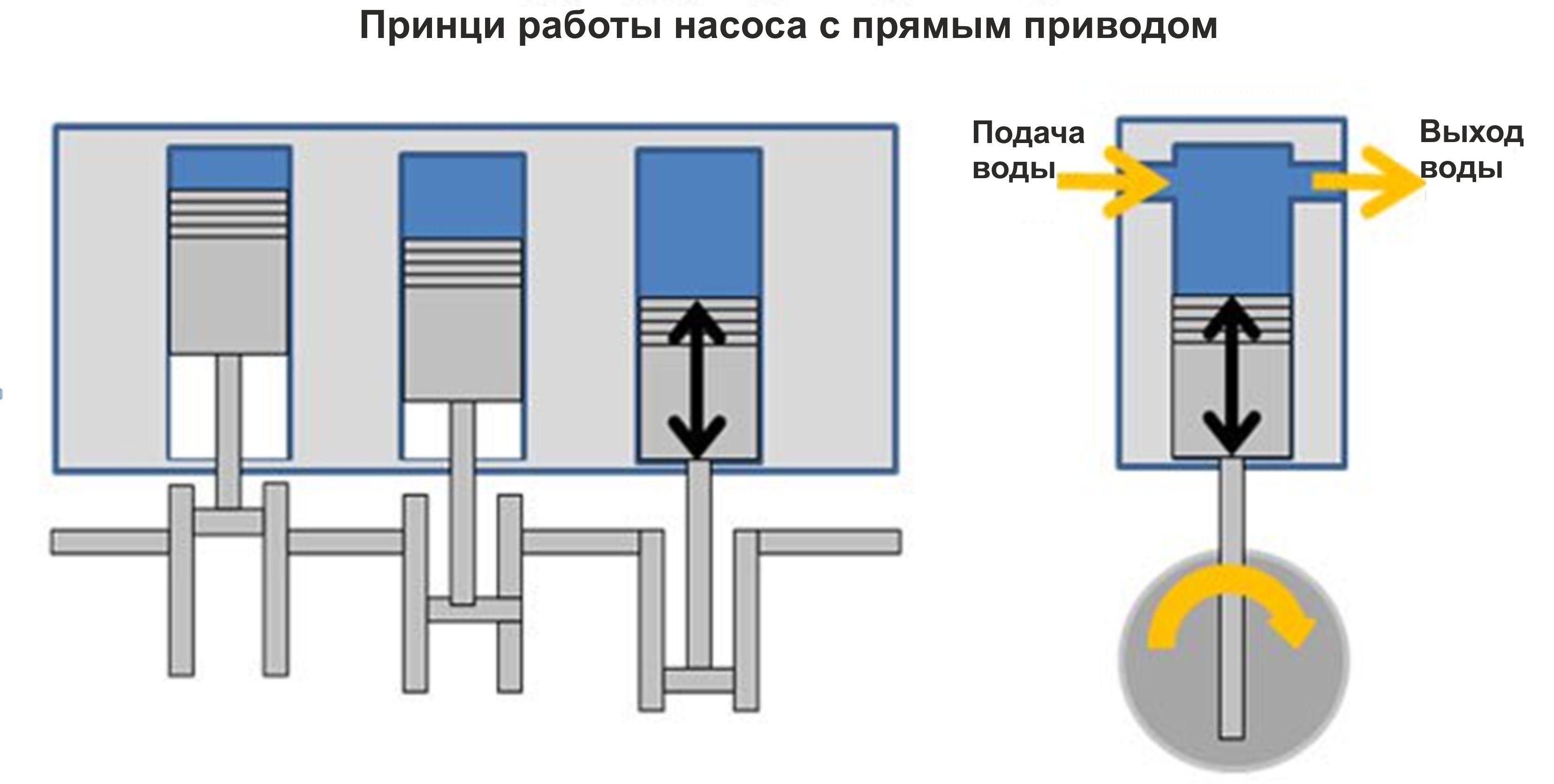
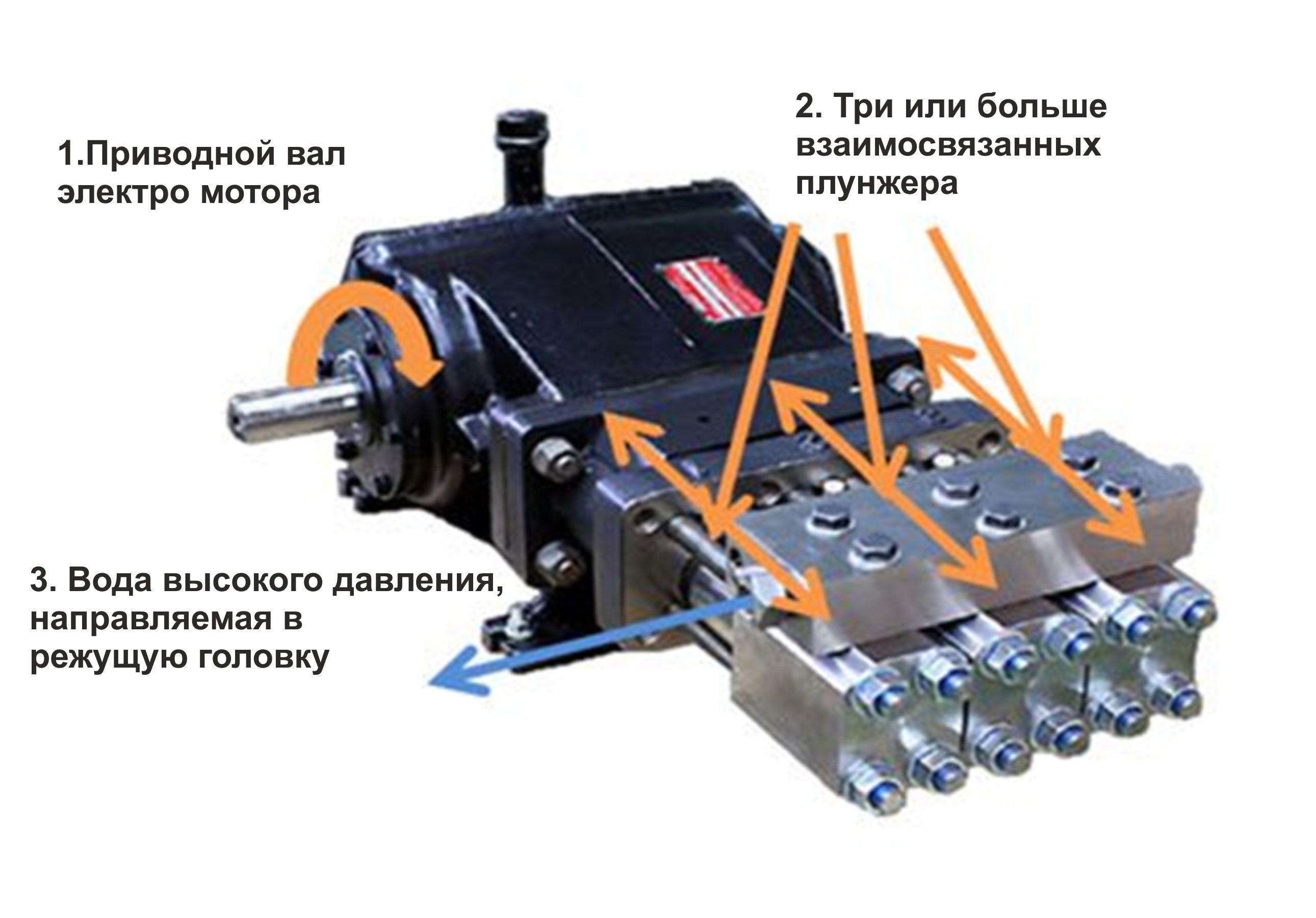
Другой тип насоса, иногда используемый на установках гидроабразивной резки – это насос с прямым приводом. Этот насос использует электродвигатель для вращения коленчатого вала, который перемещает три или более поршня, создающие водяное давление, очень похоже на автомобильный двигатель. Более быстрые обороты двигателя создают более высокое давление и больший объем воды. Основная концепция прямого привода показана ниже
Мощность между насосом типа усилителя и насосом с прямым приводом нельзя сравнивать напрямую. Каждый тип насоса имеет свои преимущества и недостатки, которые должны оцениваться в зависимости от области применения для каждого производства.
Часто возникает вопрос, какой из них лучше — прямой привод или насос-усилитель. Конечно, в зависимости от того, с каким производителем вы общаетесь, вы получите разные ответы. Лучший способ ответить на этот вопрос — задать следующие вопросы и провести собственное исследование:
- Какой процент насосов, используемых сегодня, является усилителем по сравнению с прямым приводом?
- Какой процент новых машин, продаваемых сегодня, имеет насосы с усилителем по сравнению с прямым приводом?
- Сколько предприятий было создано для замены насоса с прямым приводом на насос-усилитель – с целью избавиться от прямого привода?
- Сколько предприятий было создано для замены насоса усилителя на насос с прямым приводом — другими словами избавиться от насоса-усилителя?
- Каковы затраты на техническое обслуживание каждого насоса в течение первых 1500 часов, включая замену расходных материалов и запасных частей?
- Сколько времени требуется для замены расходных материалов и запасных частей на каждый тип насоса?
Давление
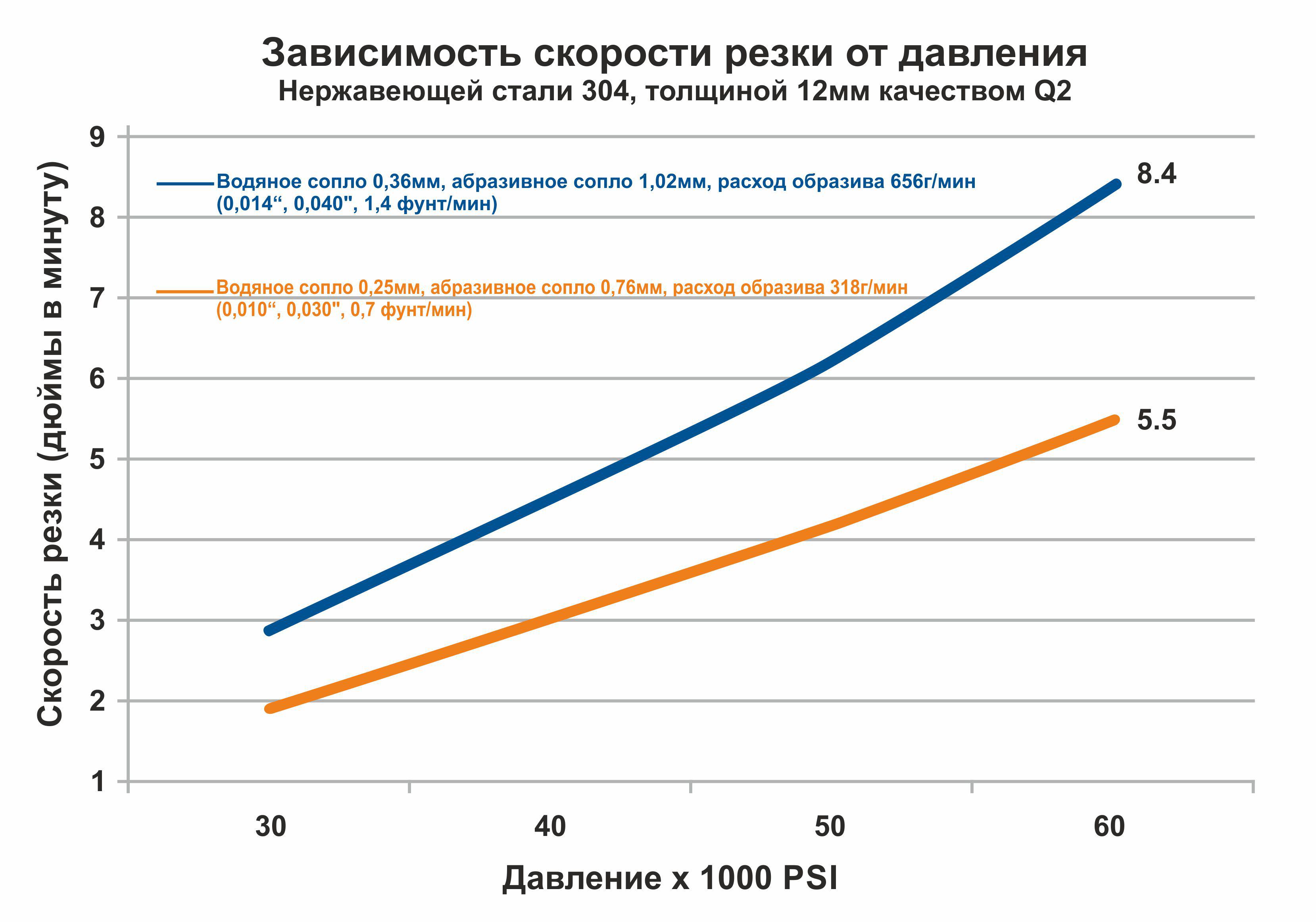
Давление насоса, будет определять скорости резки для заданного размера отверстия дюзы (водяного сопла) и количества режущих головок. При прочих равных условиях между давлением и скоростью резки существует почти прямая зависимость: чем выше давление – тем выше скорость раскроя. С практической точки зрения, повышение давления также приводит к увеличению затрат на расходные материалы насоса, поэтому их необходимо сопоставлять с более высокими скоростями резки.
На следующем графике показаны скорости резки для 12 мм (½ ”) нержавеющей стали с качеством кромки Q2. Линии представляют две общие комбинации водяных сопел и абразивных трубок. В каждом случае удвоение давления с 2068 бар (30000PSI) до 4137 бар (60000PSI) приводит к увеличению линейной скорости резки примерно в 2,9 раза.
ВАЖНО: Имейте в виду, что мощность насоса не всегда является прямым показателем максимального давления для насоса. Насос на 200 л.c. не обязательно может иметь более высокое давление, чем насос на 100 или 50 л.c.
Производительность воды
Производительность воды, или расход, является функцией мощности и давления насоса. Насос-усилитель мощностью 50 л.с., работающий при 60000 PSI, как правило, будет иметь максимальную производительность 3,79 л/мин (1 гал/мин). Насос мощностью 100 л.с., работающий при 60000 PSI, обычно производит 7,57 л/мин (2 гал/мин). Эта информация поможет вам определить максимальное количество режущих головок, которое вы можете использовать с насосом. Различные производители насосов будут производить немного разные объёмы. Они также могут указывать в зависимости от объёма воды Максимальное выходное давление и Рабочее выходное давление. Важно убедиться, что указанная производительность воды соответствует ожидаемой на регулярной основе (т. е. скорость потока зависит от рабочего выходного давления).
Выбор водяного сопла – расчётный способ
На рисунке 1 показан максимальный выходной поток воды в зависимости от максимального выходного давления и диаметра дюзы (водяного сопла), эту информацию можно использовать вместе со следующей, показанной га рисунке 2 «Скорость водяного потока через водяное сопло, они важны для понимания того, сколько режущих головок вы сможете использовать с насосом.
Пример 1: насос на 50 л. с., 1 режущая головка, 60 000 PSI, подача воды 1,1 гал / мин
1. Если бы вы смотрели на насос на 50 л.с., из таблицы «Характеристики насоса» вы бы знали, что ваш насос развивает 1,1 гал/мин при 60 000 PSI.
2. Опуститесь вниз по колонке «60» (что соответствует насосу 60 000 PSI) на диаграмме «Расход», пока не найдете число, равное или меньшее 1,1. В этом случае вы окажетесь в ячейке с 1,00.
3. Затем следуйте по этому ряду влево, чтобы увидеть максимальный размер водяного сопла, которое вы можете использовать для резки с одной головкой. В этом случае ячейка показывает, что 0,014 дюйма будет максимальным рекомендуемым отверстием водяного сопла для одной головки при давлении 60000 PSI.
|
Диаметр дюзы (дюйм) |
Давление (PSI) x 1000 |
||||||||
|---|---|---|---|---|---|---|---|---|---|
|
20 |
25 |
30 |
35 |
40 |
45 |
50 |
55 |
60 |
|
|
0.003 |
0.03 |
0.03 |
0.03 |
0.04 |
0.04 |
0.04 |
0.04 |
0.04 |
0.05 |
|
0.004 |
0.05 |
0.05 |
0.06 |
0.06 |
0.07 |
0.07 |
0.08 |
0.08 |
0.08 |
|
0.005 |
0.07 |
0.08 |
0.09 |
0.1 |
0.1 |
0.11 |
0.12 |
0.12 |
0.13 |
|
0.006 |
0.11 |
0.12 |
0.13 |
0.14 |
0.15 |
0.16 |
0.17 |
0.18 |
0.18 |
|
0.007 |
0.15 |
0.16 |
0.18 |
0.19 |
0.2 |
0.22 |
0.23 |
0.24 |
0.25 |
|
0.008 |
0.19 |
0.21 |
0.23 |
0.25 |
0.27 |
0.28 |
0.3 |
0.31 |
0.33 |
|
0.009 |
0.24 |
0.27 |
0.29 |
0.32 |
0.34 |
0.36 |
0.38 |
0.4 |
0.41 |
|
0.01 |
0.3 |
0.33 |
0.36 |
0.39 |
0.42 |
0.44 |
0.47 |
0.49 |
0.51 |
|
0.011 |
0.36 |
0.4 |
0.44 |
0.47 |
0.51 |
0.54 |
0.57 |
0.59 |
0.62 |
|
0.012 |
0.43 |
0.48 |
0.52 |
0.56 |
0.6 |
0.64 |
0.67 |
0.71 |
0.73 |
|
0.013 |
0.5 |
0.56 |
0.61 |
0.66 |
0.71 |
0.75 |
0.79 |
0.83 |
0.86 |
|
0.014 |
0.58 |
0.65 |
0.71 |
0.77 |
0.82 |
0.87 |
0.92 |
0.96 |
1 |
|
0.015 |
0.66 |
0.74 |
0.81 |
0.88 |
0.94 |
1 |
1.05 |
1.1 |
1.14 |
|
0.016 |
0.76 |
0.85 |
0.93 |
1 |
1.07 |
1.11 |
1.19 |
1.25 |
1.3 |
|
0.017 |
0.85 |
0.95 |
1.05 |
1.13 |
1.21 |
1.28 |
1.35 |
1.41 |
1.47 |
|
0.018 |
0.96 |
1.07 |
1.17 |
1.27 |
1.35 |
1.43 |
1.51 |
1.59 |
1.65 |
|
0.019 |
1.07 |
1.19 |
1.31 |
1.41 |
1.51 |
1.6 |
1.68 |
1.77 |
1.84 |
|
0.02 |
1.18 |
1.32 |
1.45 |
1.56 |
1.67 |
1.77 |
1.87 |
1.96 |
2.03 |
|
0.021 |
1.3 |
1.46 |
1.59 |
1.72 |
1.84 |
1.95 |
2.06 |
2.16 |
2.24 |
|
0.022 |
1.43 |
1.6 |
1.75 |
1.89 |
2.02 |
2.14 |
2.26 |
2.37 |
2.46 |
Рисунок 2 — Расход (галлонов в минуту) через водяное сопло
Если бы в вашей системе были утечки воды между насосом и режущей головкой, вы, вероятно, столкнулись бы с ситуацией «перегрузка» насоса, когда насос попытался бы работать слишком быстро, пытаясь создать необходимое давление. Если это произойдет современным насосам это не причиняет вреда. Насос просто отключается, чтобы защитить себя от повреждений, и для оператора отображается сообщение об ошибке.
Запуск двух режущих головок
Пример 2 Насос 50 л.с., 2 режущие головки, давление 60 000 PSI, производительность воды 1,1 гал/мин
Если вы хотите запустить 2 режущие головки, вы должны взять число 1,1 галлонов в минуту, разделить его на 2, максимально 0,55 гал/мин на режущую голову. Ищите ячейку в столбике 60, у которой число меньше или равно 0,55. В этом случае вы окажетесь в ячейке 0,51, что означает, что одно отверстие 0,010” будет выпускать 0,51 гал/мин. Максимальное количество головок, которые вы могли бы использовать с насосом при 60 kPSI и водяным соплом (дюзой) 0,010”, равняется двум (1,1 ÷ 2 = 0,55. 0,55> 0,51 = ОК).
Выбор водяного сопла — простой способ
Поскольку инженеры-проектировщики насосов уже выполнили большую часть сложной математики, большинству пользователей нужно только обратиться к «Таблице выбора водяного сопла», подобной следующей, которая обычно поставляется изготовителем насоса. Здесь вы быстро увидите, что для насоса на 50 л. с. Вы можете использовать одно отверстие 0,014 ”или два отверстия 0,010”.
|
Диаграмма выбора водяного сопла |
|||||
|---|---|---|---|---|---|
|
Максимальное количество водяных сопел |
30 л.с. |
50 л.с. |
75 л.с. |
100 л.с. |
150 л.с. |
|
1 |
0.011 |
0.014 |
0.018 |
0.021 |
0.025 |
|
2 |
0.007 |
0.01 |
0.012 |
0.014 |
0.018 |
|
3 |
0.006 |
0.008 |
0.01 |
0.012 |
0.014 |
|
4 |
0.005 |
0.007 |
0.009 |
0.01 |
0.012 |
|
5 |
0.004 |
0.006 |
0.008 |
0.009 |
0.011 |
|
6 |
0.004 |
0.005 |
0.007 |
0.008 |
0.01 |
Рисунок 3 — Диаграмма выбора дюзы
Общие рекомендации по выбору насоса
Следующим шагом в определении того, какой насос подходит для вашей области применения, является определение типов материала, который вы будете резать, и сколько режущих головок вы хотите использовать за один раз.
Если вы режете детали из пенопласта, дерева, картона или других мягких материалов, то вам придется работать с чистой водой (без абразивного материала). Для применений с чистой водой обычно достаточно насоса 30 л.с. Как вы можете видеть из предыдущей таблицы выбора водяного сопла, можно использовать до трех режущих головок с дюзой 0,006”.
Если требуется больше режущих головок, тогда насос на 50 л. С. Может обрабатывать до пяти режущих головок с водяным соплом 0,006”. Для гидроабразивной резки используют насос 50 л.с. — это общая отправная точка. С этим насосом вы можете запустить одну головку с дюзой до 0,014”или две головки с водяным соплом 0,010”. Дюза 0,010” будет работать исключительно хорошо в отношении скорости и качества резки на более тонком материале (12 мм (1/2”) и тоньше).
На следующем графике показаны скорости для резки на станке с одной головкой и на установке с двумя режущими головками нержавеющей стали ½”. Когда толщина превышает 2 дюйма (50 мм), абсолютная разница в скоростях раскроя между комбинациями сопел начинает уменьшаться более заметно.
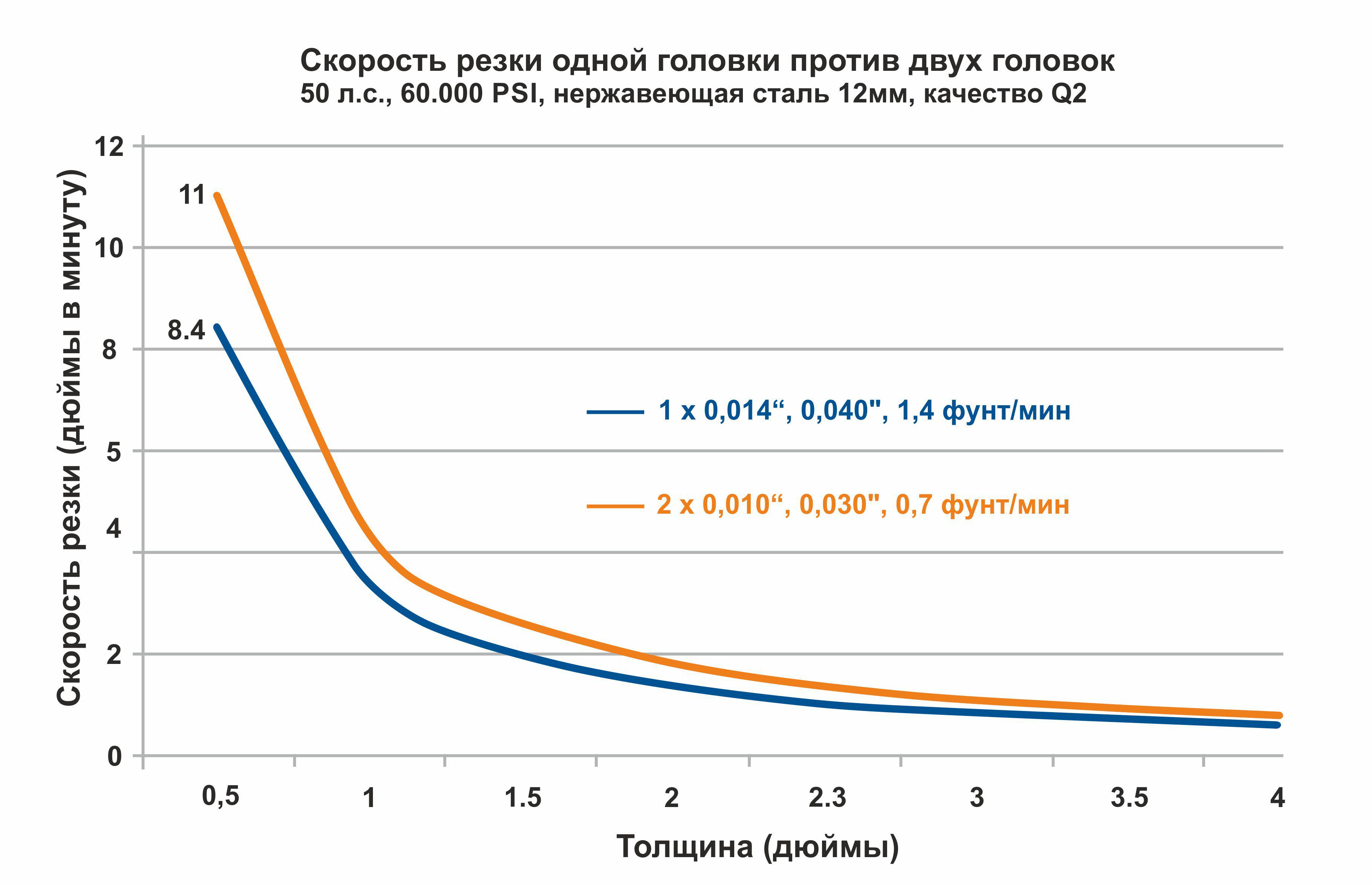
Резка двумя головками с водяными соплами 0,010” эффективно удваивает скорость раскроя (2 x 5,5 дюймов/мин) по сравнению с резкой одной головкой с отверстием 0,010”. По сравнению с резкой одной головкой с отверстием 0,014 дюйма, резка двумя головками увеличит производительность примерно на 20 процентов. Чтобы выразить эту концепцию в реальных условиях — если бы вы начали выполнять заказ в понедельник утром с двумя режущими головками, то вы могли бы сделать его в четверг днем. Если вы выполняете работу одной головкой, то у вас получится закончить эту часть только к вечеру пятницы.
Для тех, кто хочет резать более толстые материалы на постоянной основе, мы бы предложили выделить 50 л.с. на режущую головку. Если вы выбрали насос на 100 л.с., вы можете запустить две головки с 0,014”.
Если вы режете очень маленькие детали в больших объемах, вам может потребоваться очень большой режущий стол, где вы можете запустить четыре режущие головки и увеличить производительность в четыре раза по сравнению с одноголовочной системой. В этом случае вы, вероятно, выберете насос на 150 л.с., который может работать с четырьмя головками с водяными соплами 0,013”.
Выбор абразивного сопла
Как правило, диаметр отверстия фокусирующей трубки должен примерно в три раза превышать диаметр отверстия водяного сопла.
Иногда предлагают использовать меньшее соотношение, примерно в 2,5 раза. Использование меньшего соотношения обеспечивает более высокие скорости разки. Компромисс — увеличенный износ сопла и затраты. Погрешность изготовленной детали будет страдать из-за увеличенной скорости износа смесительной трубки.
Ниже приводится краткое руководство по наиболее распространенным отверстиям для абразивной трубки при гидроабразивной резке. Типичные количества абразива и расход воды также показаны для удобства.
|
Диаграмма выбора отверстия абразивного сопла |
|||
|---|---|---|---|
|
Водяное сопло (дюйм/мм) |
Смесительная трубка (дюйм/мм) |
Расход образива (кг/мин) |
Расход воды @ 60 kPSI (л/мин) |
|
0,01 / 0,25 |
0,03 / 0,76 |
0,29 …. 0,32 |
1,93 |
|
0,011 / 0,28 |
0,03 / 0,76 |
0.36 |
2,35 |
|
0,012 / 0,30 |
0,03 / 0,76 |
0.41 …. 0,45 |
2,76 |
|
0,013 / 0,33 |
0,04 / 1,02 |
0,64 |
3,26 |
|
0,014 / 0,36 |
0,04 / 1,02 |
0,64 |
3,79 |
|
0,015 / 0,38 |
0,04 / 1,02 |
0,68 |
4,32 |
|
0,016 / 0,41 |
0,04 / 1,02 |
0,73 |
4,92 |
Рисунок 4 — Диаграмма выбора отверстий абразивного сопла
Количество абразива и скорость резки
Ранее мы обсуждали, как создается гидроабразивная струя. Здесь снова показано поперечное сечение режущей головки.
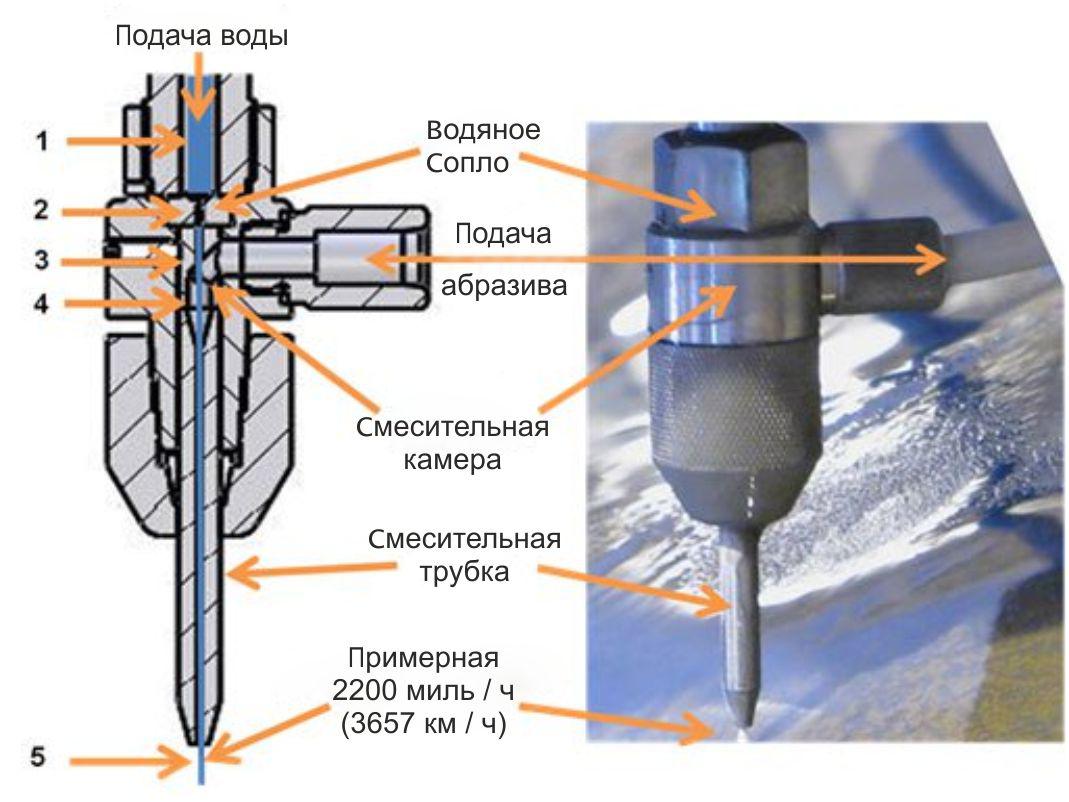
При добавлении абразива в водяную струю абразивные частицы ускоряются до скорости, близкой к скорости водяного напора, примерно до 3541 км/час (2200 миль/час, почти в три раза больше скорости звука). Эта скорость придает абразивным частицам импульс, чтобы они могли разрушать материал. Добавление большего количества абразива дает больше энергии процессу, и эрозия происходит быстрее. В конечном итоге возникает точка насыщения, в которой при добавлении большего количества абразивных материалов скорость резки начинает уменьшаться. Каждый производитель гидроабразивной резки проходит тщательное тестирование с различными комбинациями отверстий и сопел, чтобы найти баланс между количеством абразива и скоростью резки.
На следующем графике показано, что происходит со скоростью резки для нержавеющей стали ½” при добавлении абразива. Скорости показаны для двух наиболее распространенных комбинаций водяное сопле / абразивное сопло: дюза 0,010” с абразивным соплом 0,030” (оранжевая линия) и водяное сопло 0,014” с абразивным соплом 0,040” (синяя линия).
Начиная с расхода абразивного материала ноль фунтов в минуту, не будет абсолютно никакой резки материала, за исключением, возможно, очень легкого травления верхней поверхности материала. На данный момент скорость резки равна нулю. Скорость раскроя увеличивается с увеличением количества абразива. Для большинства комбинаций форсунок скорость увеличивается примерно до 1,5 фунтов в минуту. С этого момента скорость резки начинает уменьшаться, поскольку абразив поглощает слишком много кинетической энергии из водяной струи. Подобная ситуация происходит и с комбинацией меньшего размера дюза / сопло, но на более медленных скоростях и меньших количествах абразива.
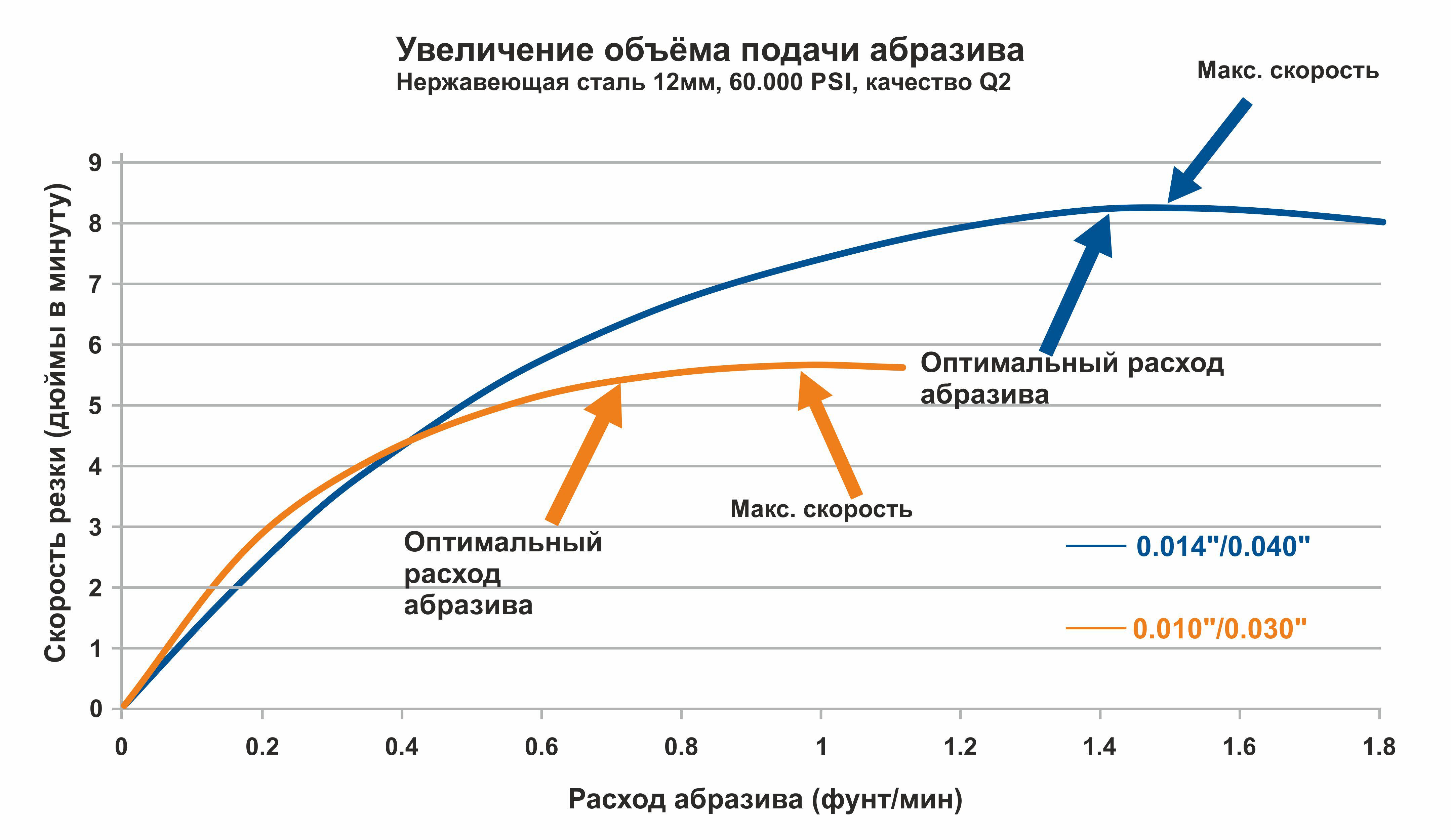
Оптимальная точка затрат может быть немного ниже того, что выглядит как вершина кривой скорости. «Закон убывающей прибыли» становится очевидным. По мере приближения к максимальной скорости каждая добавляемая единица абразива приводит к все меньшему увеличению скорости. В случае оранжевой линии увеличение абразива с 0,7 фунтов в минуту до 1,0 фунтов в минуту приводит к увеличению скорости всего на 0,2 дюйма в минуту. Это увеличение скорости на 3,6% приводит к увеличению стоимости на дюйм на 4,7%.
Скорость и эффективность комбинаций сопел
На следующем графике видно, что комбинации с большим диаметром отверстий водяного и абразивного сопел будут резаться быстрее, чем комбинации с меньшими размерами. При использовании комбинации сопел с большими отверстиями используется практически вся мощность насоса, поэтому он будет резать быстрее. Комбинации меньших диаметров дюза / сопло режет медленнее, потому что используется только часть мощности насоса.
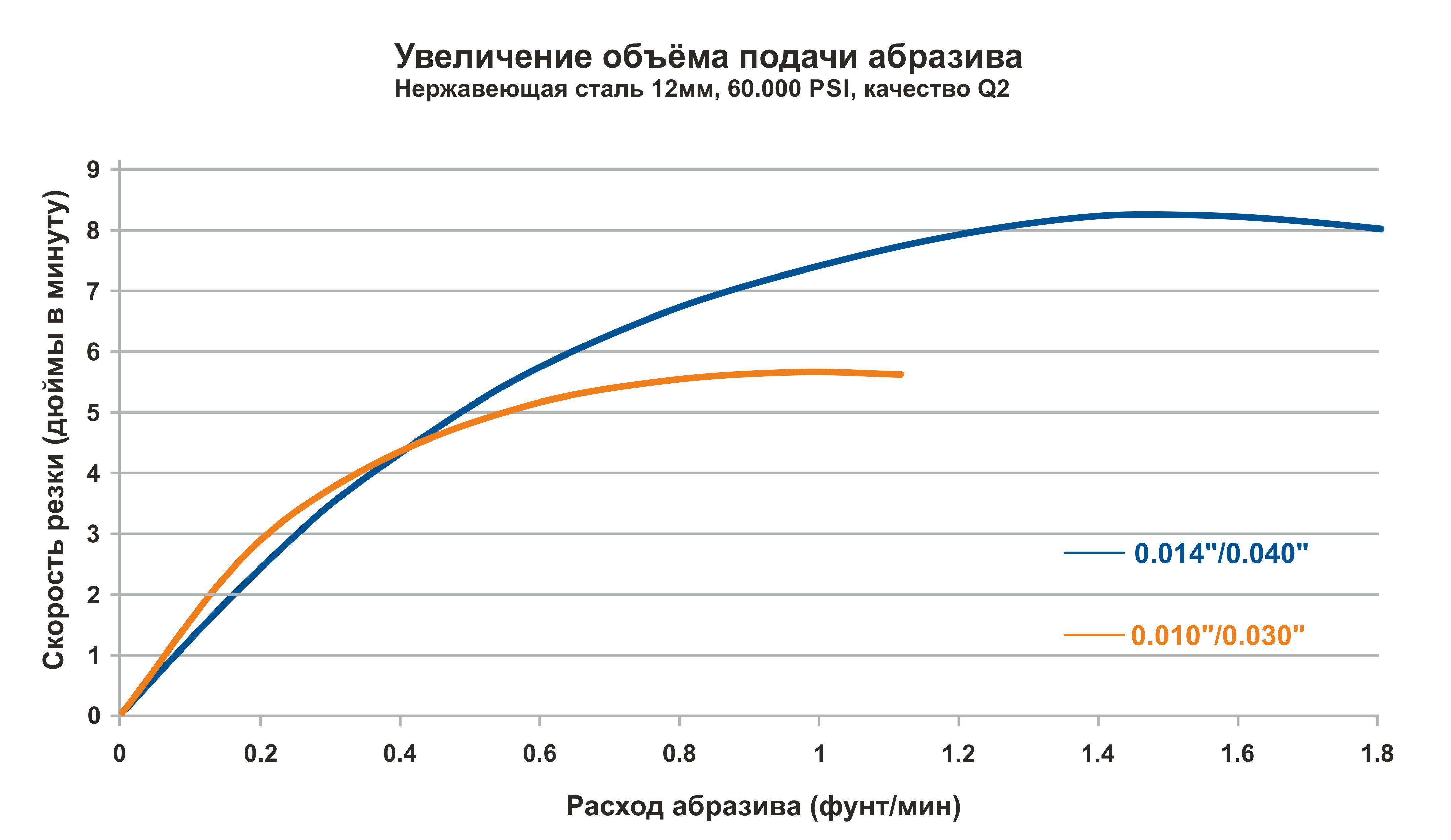
Комбинация меньшего диаметра дюза / сопло более эффективны при гидроабразивной резке. Мощность насоса концентрируется на меньшей площади, поэтому большая её часть направляется на резку.
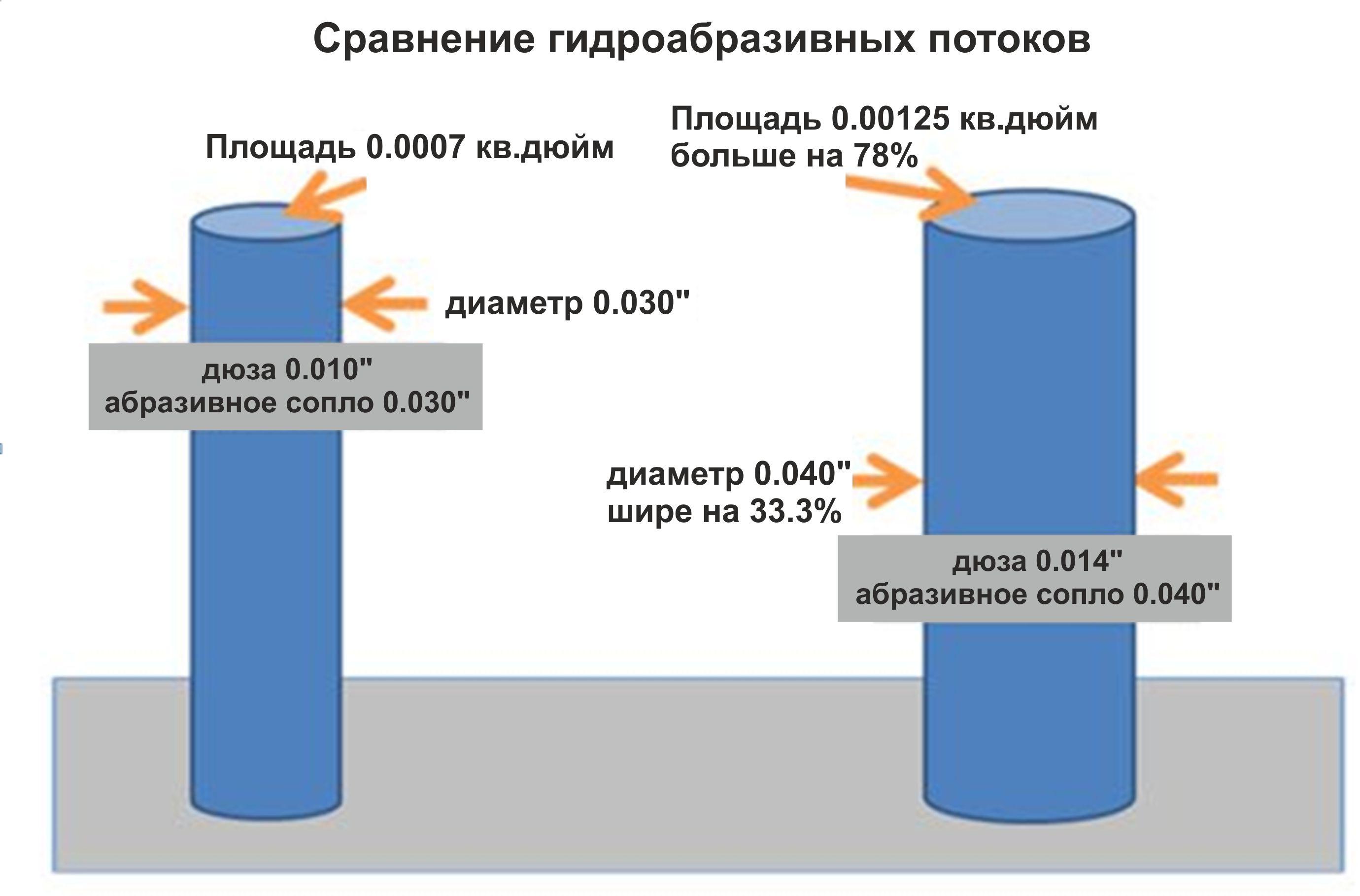
На рисунке выше диаметр гидроабразивной струи справа на 33% шире, а её площадь на 78% больше. Это делает плотность энергии ниже, чем при использовании комбинации дюза / сопло меньшего диаметра. В результате, как говорилось ранее и повторяется на приведенном ниже графике, резка с двумя головками 0,010”/ 0,030” более рентабельна и производительна, чем резка одной головкой 0,014”/ 0,040” на тонких материалах (приблизительно ½” и более тонких).
Износ сопла
По мере износа абразивного сопла диаметр гидроабразивного потока увеличивается. Диаметр увеличивается примерно на 0,0001 дюйма за час резки соответственно уменьшается и мощность. Следовательно, скорость перемещения должна быть уменьшена, чтобы сохранить то же качество обработки кромки, иначе качество ухудшится.
Калькулятор скорости резки
Онлайн доступны различные калькуляторы скорости гидроабразивной резки. С помощью этих калькуляторов вы можете поиграть с различными параметрами, чтобы увидеть, как меняется скорость резки и стоимость на метр/дюйм.
Со всеми этими калькуляторами более важно сосредоточиться на цене за метр (или фут, или дюйм), а не на стоимости в час. Внимание на стоимости за метр учитывает убывающую отдачу, которая обсуждалась в предыдущем разделе.
Следует также помнить, что эти калькуляторы показывают только скорости резки по прямой линии. В зависимости от геометрии детали, времени прокалывания, конструкции станка и т. д. фактическое время резки детали может значительно отличаться от полученного значения линейного раскроя метра материала, показанного в калькуляторе. Калькуляторы полезны для получения представления о скорости и затратах.
Резюме
В этой главе мы рассмотрели три важнейшие характеристики насоса высокого давления: мощность, давление и расход воды. Мы рассмотрели, как выяснить, какого размера использовать водяное сопло на основе этих характеристик насоса и сколько режущих головок возможно установить. Мы рассмотрели повышение производительности и экономию средств за счет использования двух режущих головок с дюзами меньшего размера по сравнению с одним водяным соплом большого диаметра. Кроме того, обсудили выбор диаметра отверстия фокусирующей трубки с точки зрения соотношения с используемым водяным соплом. Наконец, мы рассмотрели калькуляторы скорости резки и подачи абразива для гидроабразивной резки.
Адрес: г. Екатеринбург, ул. Ботаническая, д. 30
Телефон: +7 (343) 227-49-44, +7 992 00-99-884
Бесплатный звонок по РФ: 8 (800) 350-42-20
E-mail: info@line-aqua.ru
ICQ: 477253866
ООО "Аквалайн" не является связанным каким-либо образом с компанией Flow International Corporation и KMT Waterjet Systems, и не обладает официальнымм разрешением (согласием) указанных компаний на реализацию оригинальных запасных частей к товарам, производимым Flow International Corporation и KMT Waterjet Systems. FLOW® - зарегистрированный товарный знак компании Flow International Corporation. Исключительные права на товарный знак FLOW® и логотип KMT принадлежат компаниям Flow International Corporation и KMT Waterjet Systems, соответственно.
Номера деталей, а также возможные обозначения товарных знаков и логотипов приведены на сайте исключительно для удобства.
